
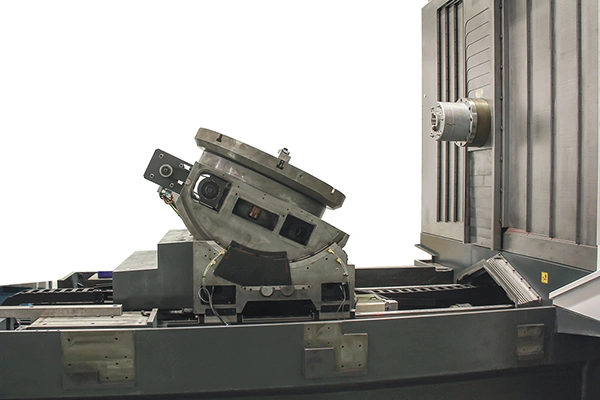
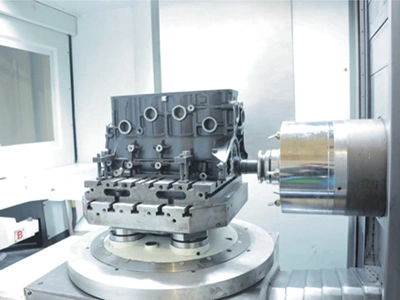
5-Axis Machining Center with Cradle Rotary Table
The cradle-type five-axis machining centers use a T-shaped monolithic bed to support the tilting rotary table, with worktable sizes ranging from 650 to 1200 mm. The A and B axes are driven by a worm-gear mechanism that provides high torque for low-speed and heavy-load cutting. When faster axis movement or tighter accuracy is needed, the A and B axes can be equipped with torque-motor drives. Using torque motors gives a quicker response, removes backlash and avoids wear from mechanical transmission, which helps keep accuracy steady in high-speed and high-precision work.


The X, Y, Z, A and B axes allow full 5-axis simultaneous machining. The spindle can be configured for either low-speed, high-torque cutting or paired with a high-speed motor spindle (8000 or 12000 r/min), depending on the material and the type of workpiece. This range of options makes the configuration suitable for automotive parts, marine equipment, power-generation pieces and various complex mold and tooling applications.
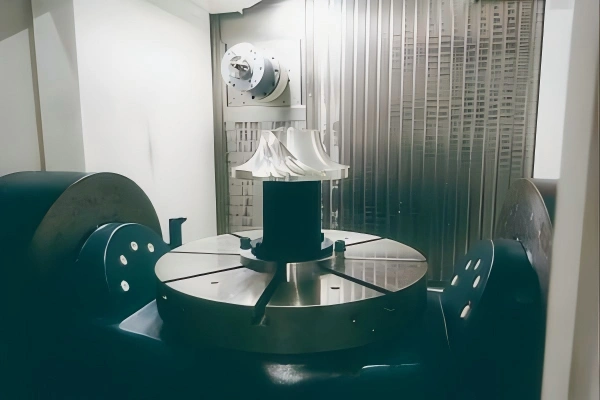
 Power Industry
Power Industry
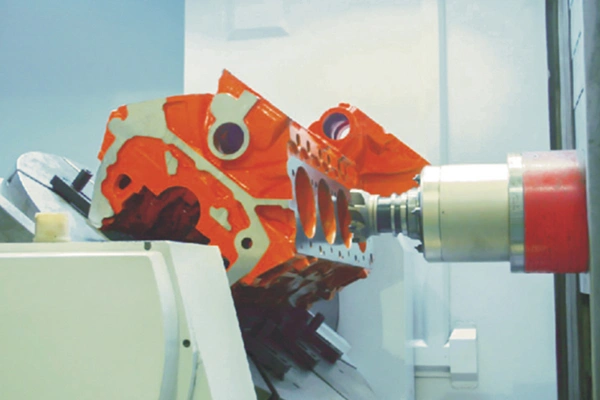
 Automotive Industry
Automotive Industry
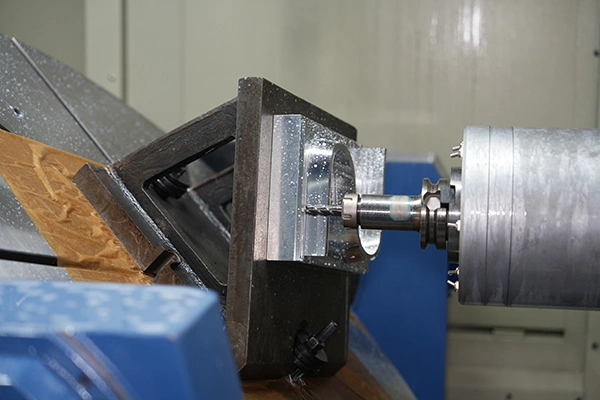
 Shipbuilding Industry
Shipbuilding Industry
- Material: Aluminum alloy
- Size: Ø274 × 109 mm
- Machining Cycle: 706 minutes
- Material: Aluminum alloy
- Size: Ø740 × 510 mm





| Model | | | | | | |
| Worktable size (mm) | Ø500 | Ø630 | Ø800 | Ø1000 | Ø1200 | |
| Max. worktable load capacity (kg) | Tilt 100° to 45° | 300 | 300 | 700 | 800 | 800 |
| Tilt 45° to 10° | 500 | 500 | 800 | 1000 | 1000 | |
| X-axis travel (mm) | 900 | 1000 | 1300 | 1300 | 1300 | |
| Y-axis travel (mm) | 700 | 800 | 1000/1200 | 1000/1200 | 1200 | |
| Z-axis travel (mm) | 900 | 900 | 1100 | 1100 | 1100 | |
| A-axis swing range (°) | -100 to +10 | -100 to +10 | -100 to +10 | -100 to +10 | -100 to +10 | |
| B-axis rotation range (°) | n×360 | n×360 | n×360 | n×360 | n×360 | |
| Spindle speed (r/min) | 20–6000 | 20–6000 | 20–5000 | 20–5000 | 20–5000 | |
| Positioning accuracy (X/Y/Z) (mm) | 0.008 | 0.008 | 0.008 | 0.008 | 0.008 | |
| Repeatability (X/Y/Z) (mm) | 0.004 | 0.004 | 0.004 | 0.004 | 0.004 | |
| A-axis positioning accuracy (″) | 15 | 15 | 15 | 15 | 15 | |
| A-axis repeat positioning accuracy (″) | 7 | 7 | 7 | 7 | 7 | |
| B-axis positioning accuracy (″) | 8 | 8 | 8 | 8 | 8 | |
| B-axis repeat positioning accuracy (″) | 4 | 4 | 4 | 4 | 4 | |
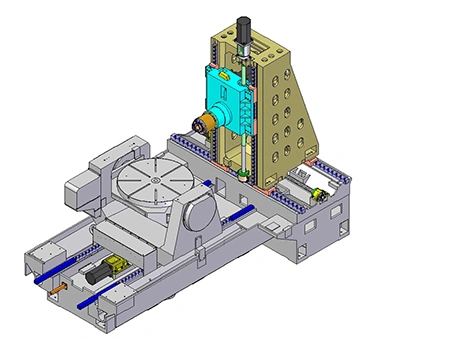
The 5-axis machining center uses a tilting rotary table that provides A- and B-axis motion. The A-axis uses a crossed-roller bearing that gives it stronger support, so it can handle heavier loads and stay steady while rotating.
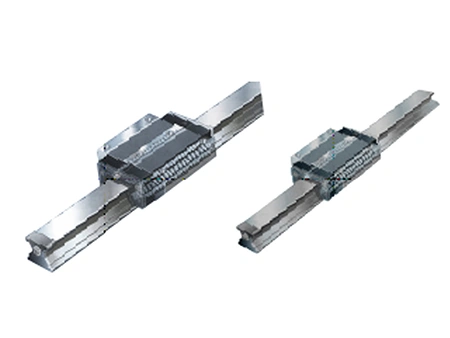
The linear guideways allow rapid movement up to 45 m/min while keeping positioning smooth and stable, even at low speeds. A centralized lubrication system minimizes guideway wear and helps maintain long-term accuracy.
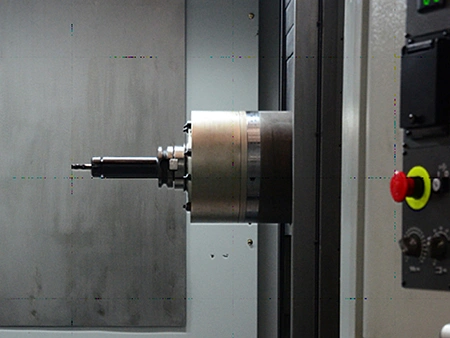
The spindle is supported by high-precision angular-contact bearings at the front and rear, which keeps its rotation stable even during heavy cuts. The bearings use long-life grease lubrication, so they don’t need routine servicing. The spindle is cooled by an external circulation system that carries heat away as it forms. By keeping the temperature stable, the spindle works more smoothly and the machining accuracy stays reliable even when the job runs for a long time.