Horizontal Machining Centers

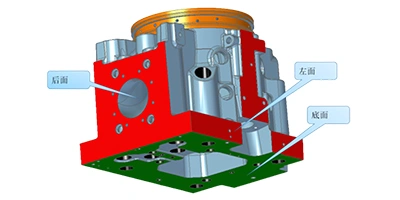
Horizontal machining centers with 500-1250 mm worktables use a T-shaped monolithic bed that provides the rigidity needed for heavy-duty cutting. The T-shaped bed distributes cutting forces evenly, reducing deformation during heavy cuts.
5-Axis Machining Centers

The cradle-type five-axis machining centers use a T-shaped monolithic bed to support the tilting rotary table, with worktable sizes ranging from 650 to 1200 mm.

The 5-axis machining centers with a 45° tilt head use a T-shaped layout, with the column moving on the X axis, the spindle head travelling vertically on the Y axis, and the table advancing along the Z axis.

5-axis machining centers with a fork-type milling head use a T-shaped structure: the column moves on the X axis, the spindle head travels vertically on the Y axis and the table advances along the Z axis.

They are widely used for aluminum-alloy components in new-energy vehicles and aerospace production, since the dual-spindle and dual-rotary-table arrangement helps keep the surface finish cleaner, the dimensions more stable, and the machining time shorter.